Lithium-Ion Battery Manufacturing
Two connected worldwide shifts have accelerated since the turn of the millennium. One is the rapid rise in the ability and desire to live in a mobile world with not only electronic personal devices like smart phones, watches and other wearables, but also with various equipment and instruments such as power tools and medical devices. The other is the push for cleaner energy, visible in the rapid growth of electric vehicles (EVs) and renewable energy sources worldwide. All of these technologies require batteries. Without batteries, mobile devices would not truly be mobile. Vehicles can now be propelled by electromotive force instead of gasoline combustion because of batteries. Because solar and wind are intermittent sources, batteries can store excess energy and release it during periods of peak electricity demand. Lithium-ion (Li-ion) batteries deliver high energy capacity in compact, lightweight form factors, making them a critical power source for the clean energy applications and precision manufacturing processes including laser-based electrode cutting and structuring that define modern battery production.
Powering a Cleaner, Electrified World
Updated: 5/12/2026
When Li-ion batteries were first introduced some 30 years ago, they were very expensive. Even just ten years ago, the cost per kilowatt-hour (kWh) of a Li-ion battery was several hundred US dollars. But since then, prices have fallen dramatically. Many believe that a major breakthrough in widespread adoption will occur when prices fall below $100/kWh, as this is the price point where the cost of EVs will start to match that of traditional internal combustion engine cars. Industry is on the path to reaching $100/kWh—despite a price increase in 2022 that was likely caused by rising costs of raw materials and components and overall inflation—but there is still much work to do to reach that goal. Looking beyond this milestone, some even foresee levels down to $60/kWh.
In a typical Li-ion cell manufacturing process, the electrode foils start out as rolled, coated layers that need to be tailor-cut to the required shape before they can be stacked, folded, sealed and packaged into a battery.
Mechanical cutting tools have typically been employed, but they present some critical challenges. One drawback is the formation of burrs across the electrode cut edge, which has the potential to cause shorting between foils. Another problem that grows over time is tooling wear. As a mechanical die wears down, the diminishing and inconsistent cutting quality can increase the risk of delamination and burr formation. Inevitably, when a mechanical die must be replaced (before the machine becomes unstable), production downtime could occur.
The optimal solution for Li-ion battery manufacturing is high-precision laser cutting and welding. Lasers are high-precision devices that perform accurately and repeatably at the micron scale, a capability that grows more critical as batteries continue to shrink in size. By contrast, traditional mechanical tools cannot reliably perform on nearly the same scale.
Lasers handle new and challenging material compositions as battery technology evolves, and their cutting paths are software-reconfigurable — adapting to variable or intricate geometries without the complete re-tooling required by mechanical cutting. Lasers also produce higher-quality cuts and welds, improving throughput and product reliability. For thin materials, laser welding is fast and flexible, which makes it particularly well-suited to changing battery shapes or form factors. These advantages make ultrafast laser systems a strong fit for manufacturers seeking precision at scale.
Furthermore, laser cutting and welding are contact-free operations, so there is no tool wear, and the replacement downtime is exceedingly infrequent by comparison to mechanical methods. MKS believes that incorporating high-power lasers into Li-ion battery production will enable higher energy density designs and reduce manufacturing costs, supporting the industry's pursuit of $100/kWh and below.
Lasers Enable Next-Generation Battery Design
- High Precision: Lasers cut accurately and repeatably at millimeter-scale tolerances, with fewer complications in cutting and slitting than mechanical methods allow. As battery designs grow more complex, mechanical cutting becomes increasingly impractical. For welding, laser precision delivers strong micro-welds on miniature components. As batteries shrink while energy densities rise, laser welding becomes essential rather than optional.
- Flexible & Complex Patterns: Lasers enable more complex geometries that would be difficult or impossible to achieve with mechanical methods, supporting the production of higher-performing batteries.
- Fewer Burrs & Less Thermal Damage: Lasers produce fewer burrs than mechanical cutting and cause less thermal damage to surrounding areas in both cutting and welding operations. This raises manufacturing yields by reducing material waste and improves end-product quality, since fewer defects carry through to final assembly.
- High Speed: speed is always important in production, and laser welding is a very fast process, especially with thin materials.
- Contact Free: laser cutting and welding are also contact-free operations, so there is no tool wear.
The MKS Advantage for Li-ion Battery Manufacturing
MKS understands the challenges faced in designing and building Li-ion batteries of all shapes and sizes. We’ve turned this knowledge into unique product features that provide an advantage when used in Li-ion battery manufacturing. Some of these features are described here.
Beam Analysis
Even with the advantages that lasers have over traditional tools, laser systems can still degrade over time. Some causes of degradation include thermal effects on a laser system’s internal components, debris, vapors and spatter on the protective glass and vibrations or shock. These issues could affect laser performance in several ways. First, output power may be reduced, causing the laser to be less efficient. Another problem that may be caused is a change in the focus or other profile of the beam, which may lead to a cut or weld to be off target, not deep enough, low quality or possibly damaging to another part of the material. Therefore, to ensure the highest quality of Li-ion battery manufacturing and to minimize the possibility of production downtime, it is crucial to monitor the laser beam frequently with appropriate instruments—like Ophir® power sensors, power meters and beam profilers—that can operate at the laser’s wavelength while handling its maximum output power level.
Industrial Laser Power Meters
Helios™ Plus High Power Sensors are designed to integrate into production stations for fast, accurate measurement of high power industrial lasers. They measure energy during brief power exposures, enabling readings during loading and unloading of an assembly piece. With a 3-second response time, production downtime is minimized. The compact, dust-resistant industrial body also features a cover to protect the sensor when not in use that can be opened and closed remotely. No water cooling or external power meter is required, simplifying integration into demanding industrial environments where custom high power laser setups require reliable, low-maintenance measurement solutions.
| Helios™ Plus | ||
|---|---|---|
| Spectral Range | 450-550 nm and 900-1100 nm |  |
| Power Range | 50 W to 12 kW | |
| Energy Range | 100 J to 5 kJ | |
| Max Beam Diameter | 35 mm | |
| Response Time | 3 sec | |
| Communication Protocol Options | Profinet Ethernet/IP EtherCAT RS-232 |
|
| Other Features | Not water cooled Meter not required Compact, industrial package |
Industrial Laser Beam Profiler
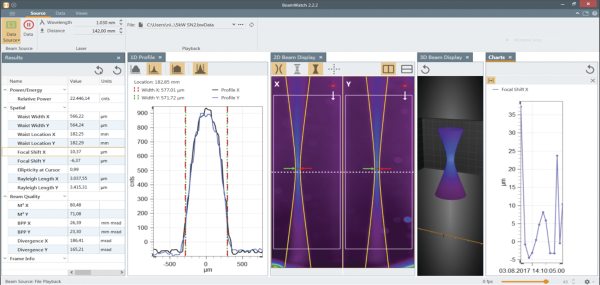
The BeamWatch® Integrated High Power Beam Profiler is a fully automated measurement system that monitors critical laser beam parameters directly on industrial production lines. Its patented non-contact design, based on Rayleigh scattering, measures very high-power IR lasers in real time without disrupting the beam, making it well suited for custom high-power laser manufacturing environments where beam integrity is critical. Parameters that can be measured include waist (focus spot) width and location, focal shift, divergence, M2, absolute power and others. Fast measurement cycles let laser beams be checked automatically during loading and unloading, keeping production lines running without added downtime.
| BeamWatch Integrated | ||
|---|---|---|
| Spectral Range | 980-1080 nm |  |
| Power Range | 500 to 9999 W (30 kW on Request) | |
| Max Beam Diameter | 12.5 mm | |
| Communication Protocol Options | Gigabit Ethernet (GigE) Profinet Ethernet/IP CC-Link |
|
| Other Features | Patented non-contact measurement Real-time monitoring of beam profile Sensor for absolute power readings ISO-compliant measurement results Fully automated operation |
Beam Profiling Cameras
Another effective way to analyze beam profile is with a camera-based system like the SP932U Beam Profiling Camera. Ophir beam profiling cameras allow real-time viewing and measuring of a laser’s structure in high resolution. Camera-based systems can also measure cross-sectional intensity of the laser and provide a complete 2-dimensional view of the laser mode
| SP932U | ||
|---|---|---|
| Spectral Range | 190-1100 nm (Optimized for NIR & Nd:YAG) |  |
| Damage Threshold | 50 W/cm2 1 J/cm2, <100 ns pulse width |
|
| Beam Sizes | 34.5 µm – 5.3 mm | |
| Pixels | 2048 x 1536 Effective Pixels 3.45 µm Pixel Size |
|
| PC Interface | USB 3.0 | |
| Other Features | BeamGage® software included UltraCal™ correction algorithm Measures cross-sectional intensity 72 dB true dynamic resolution 24 Hz frame rate in 12-bit mode A variety of attenuators available |
High Power Thermal Sensors
MKS offers a broad range of Ophir high power thermal sensors for IR wavelengths, designed to meet the measurement demands of custom high power laser manufacturers and industrial laser system integrators. These sensors include the highest power measurement capability on the market, reaching up to 120 kW, and the highest damage threshold available at up to 10 kW/cm² at full power. Typical response times are on the order of a few seconds. Ophir sensors and meters meet the ISO/IEC 17025 standard for calibrated devices.
| High Power | Medium Power | Low Power | ||||
|---|---|---|---|---|---|---|
 10K-W-BB-45 |
 5000W-BB-50 |
 L40(250)A-LP2-50 |
 F150A-BB-26 |
 F80(120)A-CM-17 |
 30A-BB-18 |
|
| Spectral Range | 0.8-2, 10.6 µm | 0.19-20 µm | 0.25-2.2, 2.94 µm | 0.19-20 µm | 0.248-9.4 µm | 0.19-20 µm |
| Power Range | 100 W - 11 kW | 20 W - 5 kW | 300 mW - 250 W | 50 mW - 150 W | 100 mW - 150 W | 10 mW - 30 W |
| Energy Range | N/A | N/A | 100 mJ - 10 kJ | 20 mJ - 100 J | 50 mJ - 300 J | 6 mJ - 30 J |
| Max Avg Power Density | 10 kW/cm2 | 1.7 kW/cm2 | 20 kW/cm2 | 12 kW/cm2 | 7 kW/cm2 | 20 kW/cm2 |
| Max Energy Density (2 msec) | N/A | N/A | 130 J/cm2 | 10 J/cm2 | 45 J/cm2 | 2 J/cm2 |
| Aperture | Ø45 mm | Ø50 mm | Ø50 mm | Ø26 mm | Ø17.5 mm | Ø17.5 mm |
| Response Time | 2.7 sec | 3 sec | 2.5 sec | 1.5 sec | 2 sec | 0.8 sec |
| Other Features | Water cooled Cable to connect to meter or PC included |
Not water cooled | Not water cooled Cable to connect to meter or PC included |
|||
Lasers
Picosecond IR Laser
The Spectra-Physics IceFyre picosecond IR laser sets a new standard for picosecond micromachining and is purpose-built for anode and cathode cutting. With up to 50 W of output power and typical ultrashort pulse widths of less than 15 ps, IceFyre ps can cut quickly with negligible HAZ. Moreover, IceFyre’s unique design exploits fiber laser flexibility and SpectraPhysics’ exclusive power amplifier capability to enable TimeShift programmable burst-mode technology for the fastest cutting speed and highest quality processing. Based on Spectra-Physics’ It’s in the Box™ design, the laser and controller are integrated into a single, compact package, and IceFyre is manufactured to provide 24/7 industrial reliability
Femtosecond IR Laser
Spectra-Physics’ IceFyre fs IR laser is an extraordinary leap forward in 24/7 industrial micromachining, delivering industryleading performance, versatility, reliability and cost of ownership. It is ideal for high-throughput, high-quality cutting of battery anode and cathode foils. Tests have shown that this laser can cut 100-µm-thick graphite-coated copper foil at 1.4 m/s speed with negligible HAZ and minimum burrs. The IceFyre femtosecond IR laser can also cut separator foil, with full cuts through 20-µm-thick PE separator foil at 15 m/s, negligible HAZ, and less than 10-µm chipping.
DPSS Q-Switched UV and Green Lasers
For separator foil cutting, Spectra-Physics’ Talon® diode pumped solid state (DPSS) Q-switched UV lasers are ideal. Delivering up to 45 W of UV output power with nanosecond pulse widths, the Talon cuts separator foils at over 1 m/s while producing less than 25-micron HAZ, making it one of the highest pulse energy UV lasers available for precision industrial cutting. Additionally, Talon UV and green lasers can cut through coated metal foil electrodes with very good quality and narrow cut widths. All Talon lasers feature our proprietary E-Pulse™ technology, which holds pulse energy and pulse width constant over wide repetition rate ranges to ensure outstanding process control. Based on Spectra-Physics’ It’s in the Box™ design, the laser and controller are integrated into a single, compact package, and the rugged industrial design can supply the long-term performance and low cost of ownership necessary for a 24/7 precision manufacturing tool.
 IceFyre |
 Quasar |
 Talon |
|
|---|---|---|---|
| Wavelengths | 355 nm / 1064 nm |
355 nm / 532 nm |
355 nm / 532 nm |
| Power | Up to 50 W | Up to 80 W / Up to 95 W |
Up to 45 W / Up to 40 W |
| Pulse Width | <12 or 20 psec / <20 psec |
<2 to >100 nsec | <25 or 40 psec / <25 psec |
| Repetition Rates | Single Shot to 10 MHz | Single Shot to 3.5 MHz | Single Shot to 500 kHz |
| Max Pulse Energy | Up to 60 µJ / Up to 200 µJ |
Up to 400 µJ / Up to 475 µJ |
Up to 500 µJ / Up to 1000 µJ |
| Other Features | 24/7 industrial reliability TimeShift™ technology for pulse control Laser/controller in single, compact package |
24/7 industrial reliability E-Pulse™ technology for superb stability Cut separators >1 m/s w/ <25 micron HAZ |
|
Optics
1-Micron Optics
Utilizing advanced manufacturing methods, MKS produces Ophir 1-micron optics specifically for use with high power IR fiber lasers. These optics’ high laser induced damage threshold (LIDT) coatings on high-purity UV grade fused silica substrates can withstand up to 20 J/cm2. 1-µm Fiberlens™ Aspheric Lenses are available in a range of shapes and custom configurations including options tailored for custom high-power laser systems. Conventional singlet and doublet spherical lenses and protective windows are also available. In addition, collimating and focusing assemblies and motorized zoom lenses for laser cutting heads are offered as standard products or as OEM custom designs.
High-Energy Laser Optics
Newport's standard catalog includes dozens of optics designed for high-energy and high-power pulsed laser systems, including those used in Li-ion battery manufacturing. High-Energy Laser Mirrors, lenses, beam splitter cubes, and waveplates are available in a range of sizes, with substrate materials and coatings optimized for UV, green, and IR wavelengths, including options with the highest pulse energy UV laser performance. These optics withstand high laser fluences and are well-suited for demanding applications in Li-ion battery manufacturing and other precision industrial processes.
For additional insights into photonics topics like this, download our free MKS Instruments Handbook: Principles & Applications in Photonics Technologies
Request a HandbookResources
Transforming Lithium-Ion Battery Manufacturing(7.8 MB, PDF)