Powder Bed Fusion Additive Manufacturing
Often referred to as 3D printing, additive manufacturing (AM) is a revolutionary, disruptive approach to traditional industrial manufacturing. It is often thought of as a technique to make complex or lower volume products such as prototypes, concepts and custom one-off parts. But as product complexity increases, AM methods become less costly compared to traditional manufacturing (machining) methods. As such, AM is already used prevalently for production in several industries including aerospace, automotive, healthcare and energy. Demand for AM is predicted to increase further as software, computing power, materials and methods improve over time. In response, engineers will design considerably more products to be crafted specifically by AM methods, including products that are too sophisticated for traditional manufacturing to produce. In time, AM may be able to provide what today is thought of as a contradiction: off-the-shelf customization.
A Future of Off-The-Shelf Customization
Updated: May 14, 2026
There are many types of AM techniques, and they all have in common the concept of adding or depositing layers of material to create a final object, as opposed to traditional subtractive manufacturing processes that remove material. One AM technique that has achieved commercial success is powder bed fusion (PBF), a method that uses a heat source—such as a laser—to sinter or melt material powder, causing it to fuse together into the desired shape, layer by layer. Popular types of PBF that utilize lasers are selective laser sintering (SLS), direct metal laser sintering (DMLS), selective laser melting (SLM) and direct metal laser melting (DMLM). Another popular type of PBF is electron beam melting (EBM), which uses a high-energy beam of electrons to melt powder.
Benefits of PBF include compatibility with a wide range of materials including metals and polymers, good resolution and minimal or no support structures required when creating new parts. In particular, PBF is an ideal technique for producing metal honeycomb structures, whose properties of high strength at lower weight are extensively utilized for aerospace applications. As PBF further progresses, it will play an even more important role in elevating the norm of current manufacturing.
Powder Bed Fusion Challenges
Each type of AM technology has a specific set of benefits and challenges. Fabrication accuracy and reproducibility are important challenges that PBF systems face. PBF may already provide high resolution, but the quest to create parts with even tighter accuracy and finer details continues, with sub-millimeter and even micron-level precision often required. These demanding accuracy requirements apply not only to the part being made, but they also pertain to the next parts to be produced and extend to all PBF machines in the entire production system.
Despite the non-contact operational nature of lasers, laser systems still degrade over time. Some causes of degradation include thermal effects caused by the laser’s energy, debris at the processing site, vibration and shock. These issues could lead to decreased laser power at the machining plane, resulting in subpar sintering or melting of the powder.
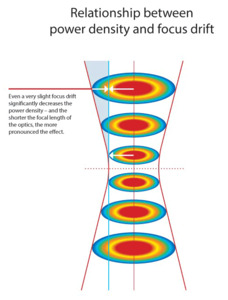
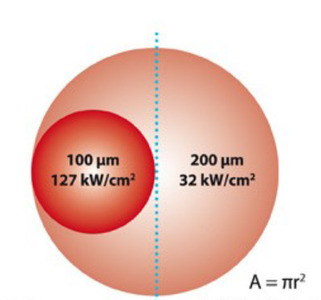
Just as important as a laser’s power level is its focus quality, or changes in focus position over time. The focus spot location can shift up to several millimeters as the optical train of the laser system heats up. This can directly influence the quality of laser sintering, because if laser power is too low or not applied long enough, the grains of powder will not melt properly—this will cause the metal to become porous and weaker. On the other hand, if too much laser power is used or applied for longer than necessary, then the laser will drill into the fused powder, reducing the density of the structure. Moreover, if the focus spot location of the laser is before or behind the build plane, or if the distribution of power is not optimized, then inadequate melting of the metal powder may result, causing structurally compromised parts. Ultimately, poor focus quality will lead to higher costs. Therefore, a beam profiler such as the Ophir® BeamWatch® AM should be used to ensure that the laser is performing optimally each time it is activated to avoid inaccuracies.
The MKS Advantage for Powder Bed Fusion
MKS understands the challenges faced in designing and building PBF systems. We’ve turned this knowledge into unique product features that provide an advantage when used in PBF. Some of these features are described here.
High-Power Laser Sensors
To measure the power of a PBF laser at the machining plane, a sensor that is compatible with the laser wavelength (typically IR) and can handle the laser’s power, which can be in the kilowatt range, is necessary. Additionally, so as not to hinder the process, the sensor should be placed in a way that does not add unneeded physical space, it must quickly communicate results, and in some cases, it should not be water-cooled. The Ophir Ariel™ is an ideal sensor designed for industrial applications like PBF.
High-Power Beam Profilers
Finding a beam profiler to monitor focus quality can be quite difficult for PBF due to the high power levels and densities of the IR lasers used, which typical beam profilers cannot always handle. To provide a solution specifically for PBF, MKS created the Ophir BeamWatch AM, a high-power beam profiler featuring our patented non-contact measurement technique based on Rayleigh scattering. Non-contact beam profiling offers several crucial advantages: the measurement technology itself has no power limitation, every focus shift is immediately registered and displayed, and there is no need for active cooling. BeamWatch AM can measure a variety of critical beam parameters including focus spot width and location, drifts in focal shift, M2, beam divergence and absolute power.
A camera-based system can also analyze beam profile, and in addition, it can measure the cross-sectional intensity profile of a beam. However, not all camera-based beam profilers are able to survive the high output powers of PBF lasers. To meet this challenge, MKS developed the Ophir BeamPeek™, which combines a laser beam profiler camera, power meter, beam dump, beam splitters and optics into a single device.
Motorized Positioners
A common device used to steer PBF lasers very quickly to fuse patterns in the powder is a galvanometer scanner, or galvo. Although galvos can produce steering speeds of up to several meters per second with sharp corners, they have a limited field of view (FOV), on the order for 100-200 mm, and limited focal spot size of around 10-20 microns. By contrast, motorized linear positioners provide for a large FOV and allow for tight focal spots. Combining galvos and motorized positioners in a PBF system—by having positioners move the target or move the galvos—can take advantage of each of their features. A combined galvo-motorized positioners system enables “stitching,” which is a method where galvos are used to process smaller cells within the work plane, and then positioners place the next cell for the galvos to work on. MKS offers not only a full range of Newport™ motorized positioners but also Newport motion controllers that can synchronize the motion of galvos and positioners for high accuracy, precision and speed.
Resources
Powder Bed Fusion Brochure(6.8 MB, PDF)